1、生產技術要求
1)原則上氣囊線束生產區(qū)域最好是無塵、潔凈的獨立封閉車間,溫度和濕度控制相對都要嚴格一些。
2)氣囊線束要求零缺陷生產。例如生產過程中氣囊線束用某個插接器掉在了地上,可能不會出現任何品質問題,不影響使用,但為了嚴密控制,原則上此產品要作報廢處理。
3)按照相關要求,氣囊線束生產過程記錄要保存10年以上,具有可追溯性;同時產品要有追溯性標示。
4)氣囊線束產品生產不允許出現返修現象無論產品出現品質問題是否可以修復,建議都要報廢。
2、生產過程控制
線束生產屬勞動密集性活動,主要工作靠人工來完成,所以為了實現氣囊線束的零缺陷生產,最重要的控制因素就是防錯,從過程設計、工裝設備、檢測等各個環(huán)節(jié)都要體現防錯意識。
2.1、下線壓接生產過程
因為端子與電線連接的好壞直接影響到電性能,所以下線壓接工序控制的關鍵是保證壓接的精度,減少接觸電阻,提高導電性能。木道工序氣囊線束與普通線束生產和控制方式沒太人差別,所以不再陳述。
2.2、裝配過程控制
線束裝配過程普遍存在由于人為原因造成端子錯位的返修由于安全氣囊線束存在不允許返修的特殊性,端子錯位整條線束就要報廢,所以應用防止端子穿錯位的工裝設備成為裝配工序控制關鍵。
只要能滿足氣囊線束的生產控制要求,可以根據需要設計出不同的生產工裝設備。下面以典型的裝配防錯工裝系統(tǒng)應用為例,來介紹氣囊線束生產的控制過程。
2.2.1、裝配防錯工裝系統(tǒng)構成
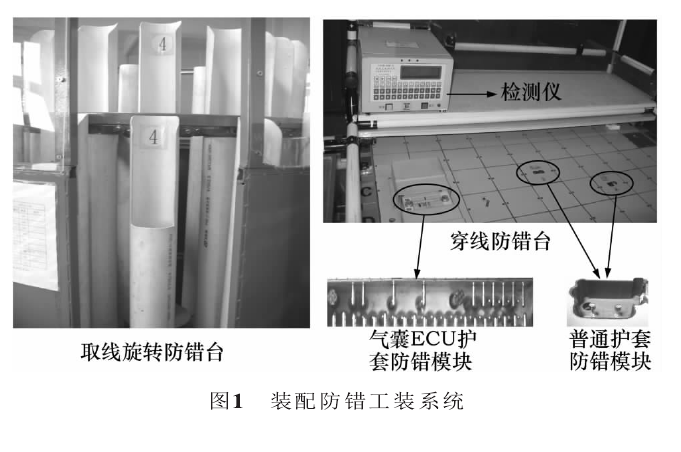
取線防錯工裝一臺、穿線防錯工裝一臺和檢測儀一臺,如圖1所示。因為氣囊ECU插件一般孔位較多,所以穿線防錯工裝臺又分氣囊ECU護套防錯模塊和其他普通護套防錯模塊2種,2種模塊內部機構和防錯控制原理稍有差別。
2.2.2、裝配防錯工裝系統(tǒng)防錯原理
1)取線防錯取線防錯工裝臺是由步進電機帶動的半封閉的旋轉抽線裝置,只留一個抽線選擇的工序露出位置,步進電機由檢測儀控制旋轉。如果該取某根線時,檢測儀控制電機旋轉把這根線旋轉到裸露位置,操作者只能夠抽去這根線,其他線都在封閉區(qū)域內不能抽取。
2)穿線防錯防錯模塊是和線束插件對插的裝置,里面裝有導通探針,探針由電磁閥控制。
3)氣囊ECU護套防錯模塊氣囊ECU護套防錯模塊是在普通檢測模塊垂直導通針的基礎上增加水平彈性探針,水平彈性探針由防錯臺內的電磁閥同理,如果該工序應該穿入某根線,則電磁閥處于打開狀態(tài),水平彈性探針從護套內退出,這時如果插入該端子,端子能夠穿入護套并鎖住。
4)普通護套防錯模塊普通護套防錯模塊是將普通檢測模塊垂直導通探針的白由彈性更改為彈性白動控制。如果該工序應該穿入某根線,則探針處于彈性狀態(tài),該端子可以順利穿入護套并鎖住;反之,探針處于剛性狀態(tài),端子被垂直探針頂住不能完全穿入護套。
2.2.3裝配防錯工裝系統(tǒng)工作流程
1)根據線束裝配圖,編輯裝配檢測工序并導入檢測儀。
2)將氣囊ECU護套和其他護套穿入防錯模塊。
3)啟動檢測,這時氣囊ECU護套水平彈性探針處于關閉狀態(tài)(端子不能插入),普通護套防錯模塊探針全部處于剛性狀態(tài)(端子不能插入)。
4)檢測儀控制電動機使取線防錯工裝臺旋轉到4"線漏出狀態(tài),普通護套1號孔位探針由剛性變?yōu)閺椥誀顟B(tài)(假定工序1狀態(tài):取4"藍紅線,一端穿護套1孔位.另一端穿ECU護套8孔位)如圖2所示
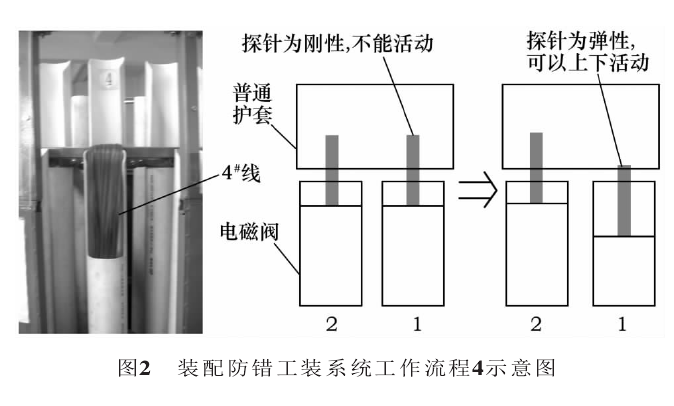
5)從取線防錯工裝臺上取出4"線,把其中一端插入普通護套1孔位,端子可以穿進護套接觸卜部探針。如果穿錯了穿到了2號孔位,因為2號孔位的探針是剛性的頂住端子穿不進去從而實現了防錯功能。
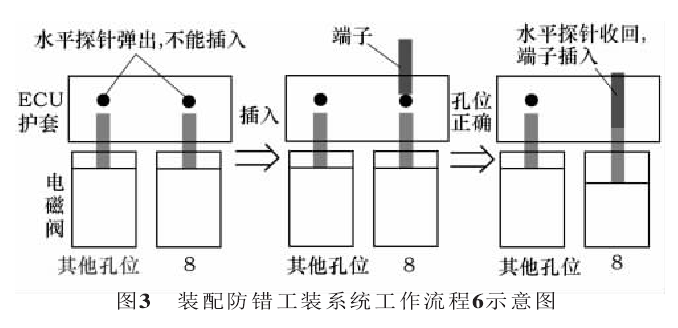
6)然后另一端再插氣囊ECU護套8 5孔位,端子在插入的時候首先碰到水平探針,檢測儀開始判斷是否插入正確:如果插入錯誤,普通護套防錯模塊下部探針與氣囊ECU護套水平彈性探針之間形不成電流同路,檢測儀不發(fā)出指令,電磁閥不工作,水平針不打開,該端子不能插入;如果插入正確,普通護套防錯模塊卜部探針與氣囊ECU護套水平彈性探針之間形成電流同路,檢測儀發(fā)出指令,電磁閥工作,水平針立即打開,端子插入。端子插入后接觸下面的垂直探針,普通護套防錯模塊卜部探針與氣囊ECU護套垂直探針之間形成電流同路,檢測儀判斷該線分裝完成如圖3所示
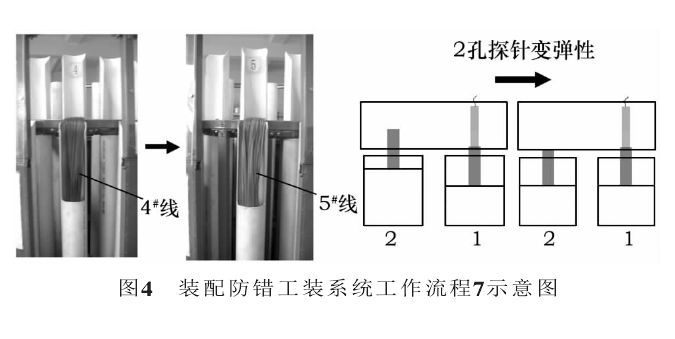
7 ) 4"線分裝完成后,檢測儀發(fā)出指令,步進電機工作,使取線防錯工裝臺轉到下一次5"線取線狀態(tài),檢測儀開始判斷下一根線,這時5"線穿入的普通護套2號孔位對應的防錯模塊上的探針由剛性變?yōu)閺椥匀鐖D4所示
8)重復以上步驟,將取線防錯工裝臺內所有線種都穿入防錯模塊內的護套內,檢測儀顯示合格,發(fā)出指令,將護套從防錯模塊內彈出,取線桶同到第一次取線狀態(tài),準備做下一條線束
171 閱讀